磁器焼成とジルコニア焼結の一般的な作業温度範囲はどのくらいですか?修復物を最適化する
更新しました 3 months ago
歯科補綴作業における精密さは、さまざまなセラミック材料が要求する厳密な熱条件を満たすことに大きく依存します。標準的な磁器およびガラスセラミックの焼成では、歯科用炉は通常800°Cから1200°Cの範囲で作動します。一方、より高負荷なジルコニア焼結には、1400°Cから1700°Cというはるかに高い温度が必要です。
最適な補綴結果を得るには、炉の性能を材料固有の熱要件に合わせる必要があります。審美的な築盛やグレーズには低温を、酸化物セラミックスの構造緻密化には極高温を用います。
磁器焼成の科学(800°Cから1200°C)
目的と材料変化
磁器焼成は主に、セラミック材料をフレームワークに築盛、グレーズ、接着するために用いられます。この温度域では、材料は制御された融解または融合を起こし、意図した形状を失うことなく滑らかで半透明な仕上がりを形成します。
真空環境の役割
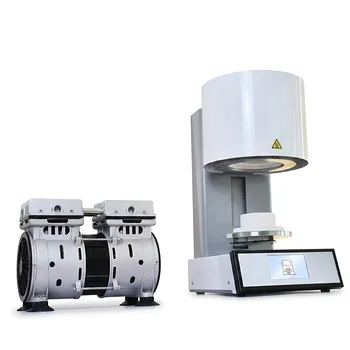
多くの磁器炉では、焼成サイクル中に真空ポンプが使用されます。これによりセラミック体内に閉じ込められた空気が除去され、内部多孔性を防ぐことで、最終補綴物の透光性と密度が向上します。
熱精度と冷却
800°Cから1200°Cの範囲で正確な温度制御を行うことは、熱膨張係数(CTE)の適合性を維持するうえで極めて重要です。温度変動がある場合や冷却が速すぎる場合、磁器にひび状の亀裂が生じたり、下地の金属やジルコニア基材から剥離したりすることがあります。
ジルコニア焼結の仕組み(1400°Cから1700°C)
完全緻密化の達成
ジルコニア焼結は、高エネルギーのプロセスであり、多孔質の「グリーン」状態の材料を高密度の多結晶構造へと変換します。1400°Cから1700°Cという高温は、個々の粒子が原子レベルで融合する固相拡散に必要なエネルギーを提供します。
焼結サイクルの4段階
工程は、残留水分を除去するための予備加熱/乾燥から始まり、その後、ピーク焼結温度までの制御された昇温が行われます。続いて、ピーク温度を維持して均一な緻密化を確保する保持(ドウェル)工程があり、最後に微小亀裂を防ぐための制御冷却段階で終了します。
必要な機器
磁器炉とは異なり、ジルコニア焼結装置は、極高温への長時間曝露に耐えられるよう、MoSi2またはSiCなどの特殊発熱体を備えて設計されています。これらの装置は通常、真空を必要とせず、代わりに熱安定性と最高温度到達性能に重点を置いています。
トレードオフの理解
温度精度と速度
「高速焼結」プログラムは人気がありますが、時間をエネルギーと引き換えにするため、しばしば温度範囲の上限付近で作動します。その結果、保持時間が十分でない場合には、完全な粒成長が得られず、透光性や加水熱安定性がわずかに低下することがあります。
材料固有性と収縮
ジルコニアは焼結過程で約20~25%収縮します。誤った温度範囲を用いると(たとえ50°Cの差でも)、寸法精度の不良を招き、クラウンやブリッジが形成済みの歯やアバットメントに正しく適合しなくなります。
汚染の影響
1400°C超の領域では、発熱体が酸化したり粒子を放出したりすることがあります。ジルコニアの変色や審美特性の低下を防ぐには、定期的な脱汚染サイクルと、高純度のサガー(焼結トレイ)の使用が不可欠です。
ワークフローに最適なサイクルの選択
プロジェクトへの適用方法
歯科補綴物の長期耐久性と審美性を確保するため、炉の設定は材料グレードとメーカーの推奨に合わせて調整してください。
- 主な目的が審美的なグレーズや築盛である場合: 800°Cから1200°Cの範囲で高真空レベルを維持できる磁器炉を使用します。
- 主な目的が構造用ジルコニアフレームワークである場合: 完全な材料緻密化を確実にするため、少なくとも1600°Cに到達し、多段階のプログラム昇温が可能な専用高温炉を導入します。
- 主な目的がガラスセラミック(例:二ケイ酸リチウム)の結晶化である場合: 磁器炉の能力の中間域を目標とし、ブルー状態から最終色調への移行を促すために、正確な保持時間を確保します。
これらの材料の明確な熱的境界を理解することは、耐久性があり生体に近い歯科補綴物を作製するための最も重要なステップです。
要約表:
| 工程 | 温度範囲 | 主な目的 | 必要な主装置 |
|---|---|---|---|
| 磁器焼成 | 800°C – 1,200°C | 築盛、グレーズ、接着 | 透光性確保のための真空ポンプ |
| ジルコニア焼結 | 1,400°C – 1,700°C | 完全緻密化(固相拡散) | 高温用発熱体(MoSi2/SiC) |
| ガラスセラミック | 中間域(可変) | 結晶化 | 正確な保持時間制御 |
THERMUNITSで歯科技工所の精度を高める
材料科学向け高温実験装置の有力メーカーであるTHERMUNITSは、完璧な補綴結果に必要な専用の熱処理ソリューションを提供します。当社の高性能歯科用炉は、ジルコニア焼結の極限要求と、磁器グレーズの繊細な精度に対応するよう設計されています。
歯科技工所向けにとどまらず、当社は産業R&D向けに以下を含む包括的な装置群を提供しています:
- マッフル炉、真空炉、雰囲気炉
- チューブ炉、回転炉、ホットプレス炉
- CVD/PECVDシステムおよび真空誘導溶解(VIM)炉
- 電気式回転キルンおよび高級熱電素子
より高い材料密度と審美的な完成度を実現する準備はできていますか? 今すぐ当社の専門家にお問い合わせください。先進的な熱ソリューションが、研究室の効率と出力品質をどのように高めるかをご案内します。
言及された製品
- 歯科用陶材 ジルコニア焼結 セラミック真空プレス炉
- 高精度セラミック修復物用真空歯科ポーセレン焼成炉
- トランス内蔵 チェアサイド型 歯科用ポーセレンジルコニア焼結セラミック炉
- 超高温卓上マッフル炉 1750℃ 焼結システム(Kanthal Super発熱体および精密デジタル制御搭載)
- 高純度セラミック焼結および材料研究向け Kanthal Super 1900 発熱体搭載 1800C 卓上マッフル炉 18リットル
よくある質問
技術チーム · ThermUnits
Last updated on Apr 14, 2026
関連製品

歯科用陶材 ジルコニア焼結 セラミック真空プレス炉
高精度セラミック修復物用真空歯科ポーセレン焼成炉

トランス内蔵 チェアサイド型 歯科用ポーセレンジルコニア焼結セラミック炉

超高温卓上マッフル炉 1750℃ 焼結システム(Kanthal Super発熱体および精密デジタル制御搭載)

高純度セラミック焼結および材料研究向け Kanthal Super 1900 発熱体搭載 1800C 卓上マッフル炉 18リットル

脱脂および焼結用途向け合金チャンバー付き高温マッフル炉

先進材料の焼結およびアニール用 19Lチャンバー搭載 大型卓上型1700℃高温マッフル炉

1100°C 高温石英チャンバー炉 8インチ外径 7.6リットル容量 真空雰囲気対応

二重層ボックス焼結と制御雰囲気アルミナチューブを備えた1700℃コンパクトハイブリッド炉

高温1500℃ ベンチトップマッフル炉 3.6L アルミナファイバーチャンバー プログラマブルコントローラー 焼結・アニール・炭化・熱処理システム

5面加熱マッフル炉 高純度アルミナファイバー 27Lチャンバー 1200℃ 高温熱処理システム(焼結・アニール・材料研究用)

1200℃ 5面加熱式引戸付きマッフル炉 125L 大容量高温熱処理システム 大規模焼結・焼鈍用途

グローブボックス材料研究用 1250℃ コンパクト縦型ボックス炉(空気感応性サンプル対応)

1500°C 高温卓上マッフル炉(3.6Lチャンバー、石英観察窓付き)

熱画像撮影と材料分析用 石英観察窓付き高温卓上マッフル炉

工業用大型ボックス炉 1700℃ 216L 高温マフル焼結システム

1200°C 5インチ垂直型石英管状炉(ステンレス製真空フランジ付き)

雰囲気制御マッフル炉 最高温度1700℃ 80L大容量 真空・不活性ガス対応ボックス炉

真空・雰囲気材料研究用 プログラマブルコントローラー&2インチトップポート付き コンパクト1000℃マッフル炉
